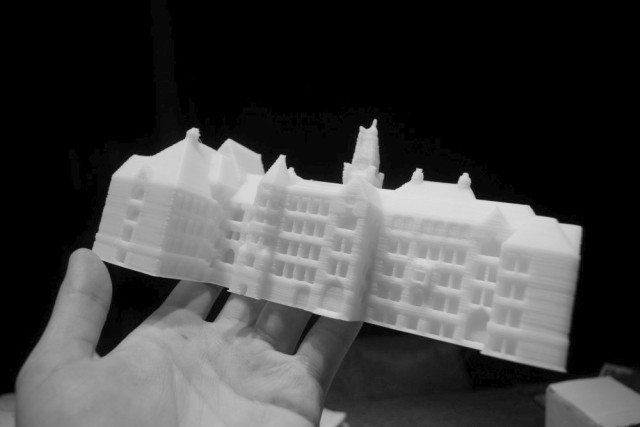
Tytuł może się różnie kojarzyć, ale problem jest realny. Każdy kto próbował drukować elementy z (sub)milimetrową precyzją wie, że kiedy próbuje się spasować dwa elementy takie jak cylindry i tłoki czy drobne elementy mechaniczne często nie pasują one po wydrukowaniu tak jak na modelu.
W szczególności okrągłe otwory na wydrukach mają często średnice znacząco mniejsze niż na modelu 3d. Dotyczy to szczególnie otworów pionowych czyli prostopadłych do powierzchni stołu i takich, które mają średnice mniejsze niż 10-20mm. Do pewnego stopnia można to też zaobserwować dla otworów o niekolistym kształcie i w innych niż pionowa pozycjach. A to wszystko dzieje się mimo idealnej kalibracji hardware!
Poniżej pokrótce przedstawię czynniki jakie składają się na to zjawisko i przedstawię jak można próbować z nimi walczyć.
1) Liczba ścian wielokąta
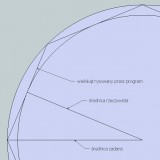
Software modelujący tworzy okręgi jako wielokąty. Niektóre programy (np. Sketchup) działają tak, że te wielokąty są wpisane w okrąg o teoretycznie zadanej średnicy. A więc de facto średnica czegoś, co można włożyć w taki wielokąt jest mniejsza niż pierwotnego kręgu (bo to wyznacza średnica mniejszego koła wpisanego z kolei w wielokąt).

Im więcej boków wielokąta tym bardziej jest on zbliżony do idealnego koła i problem jest mniejszy. Widać to na poniższym wykresie:

źródło: http://hydraraptor.blogspot.com
Recepta: Należy robić wieloboki o możliwie dużej liczbie boków. Ale…
2) Upraszczanie w software tnącym
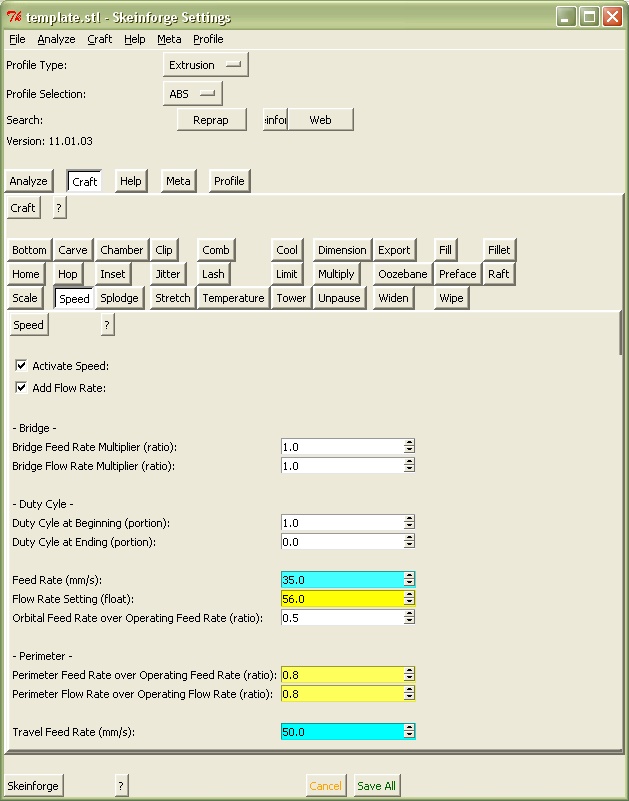
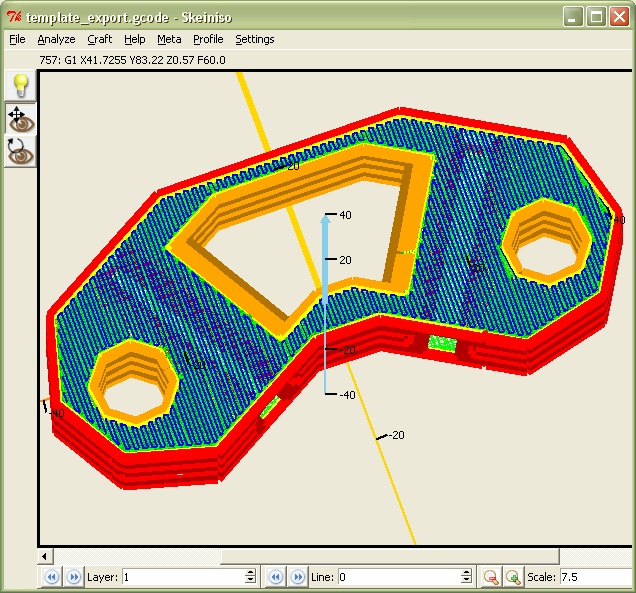
Gdy otwór jest niewielki, to drukarka dla wielu małych boków wielokąta musiałaby zrobić wiele bardzo krótkich (czasowo i przestrzennie) ruchów głowicą, z których każdy jest osobną komendą w gcode. Jest tylko dana ilość komend, którą drukarka może przyjąć/przetworzyć w ciągu sekundy. Software tnący wiedząc o tym zmniejsza ilość ruchów/komend na sekundę ścinając i upraszczając takie złożone łuki “skacząc” po kilka segmentów na raz. Również popularny firmware Marlin może to robic poprzez zazwyczaj “inteligentną” funkcję “look ahead”. Razem powoduje to w rzeczywistym wydruku ponowne zmniejszanie ilości boków wielokąta przy cięciu obiektu.
Recepta: Dobór silcera. Jeśli się dobrze orientuję stary Skeniforge i oparta na nim Cura najwyraźniej tną w opisany powyżej sposób, podczas gdy Slic3r i Netfabb nie upraszczają łuków. Nie wiem jak sprawa wygląda w Kisslicerze. Nie upraszczanie łuków ma swoje zalety, ale znowu jest pewne ale…
Czytaj dalej »












Ostatnie komentarze