

W czasie jednej z dyskusji na reprapforum.pl użytkownik acc napisał zdroworozsądkowe stwierdzenie:
Grzanie wylotu końcówki dyszy da nam też ogromny problem z retrakcją – wylatujący plastik będzie cieplejszy i bardziej płynny, więc się ładnie nie schowa, grawitacja zrobi swoje.
Słowo “grawitacja” zainspirowało mnie do pewnego pomysłu – co gdyby drukować do góry nogami?
Przy odpowiednich ustawieniach przesuwu, prędkości i temperatury retrakcja działa prawie w 100% – tzn. po wydruku wystarczy przejechać palcem albo nożykiem, aby pozostałe “farfocle” odpadły. Takie pozostałości są szczegolnie widoczne przy druku w PLA i przy układach z rurką Bowdena (Ultimaker, Rostock itp.), ale i przy innych się zdarza. Jednocześnie przy normalnych wydrukach krótki post-processing nie jest zazwyczaj problemem.
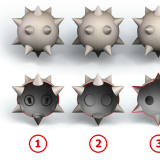
Jednak “prawie w 100%” powoduje, że problem pojawia się przy druku dwiema lub więcej głowicami z różnymi kolorami plastiku. Wtedy nawet małe niedoskonałości powodują, że materiał jednego koloru pojawia się tam, gdzie powinien być tylko materiał drugiego koloru. I w efekcie uzyskanie takiego wydruku jest naprawdę trudne:

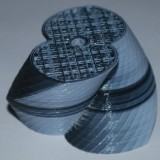
Grawitacja powoduje oozing i nawet minimalny wyciek psuje efekt. Dlatego wydruki z wielu kolorów plastiku częściej wyglądają tak:

czy nawet tak:
")
I tu wchodzi ten mój głupi pomysł. A co gdyby drukować do góry nogami? Adrian Bowyer tak robił kilka lat temu z sukcesem nawet na RepRapie bez podgrzewanego stołu:
The video cannot be shown at the moment. Please try again later.
. To by kompletnie załatwilo problem oozingu. Ciekawe jakie inne problemy by się pojawiły (poza tym, że ciężkie wydruki o małej powierzchni przylegania mogłyby spadać).Co o tym sądzicie?











Ostatnie komentarze