

Zakładając, że złożyłeś juś drogi czytelniku swoją drukarkę, podpiąłeś wszystkie kable i włączyłeś zasilanie, możemy zająć się przygotowaniem pierwszego wydruku. Ale.. hola ![]() to jeszcze nie takie proste. Zanim to zrobimy, musimy przejść przez kilka pozornie skomplikowanych procedur i zainstalować trochę softu.
to jeszcze nie takie proste. Zanim to zrobimy, musimy przejść przez kilka pozornie skomplikowanych procedur i zainstalować trochę softu.
Po pierwsze : po podpięciu Twojej elektroniki do portu USB, komputer zapyta o sterowniki. W zależności od Twojego systemu, ściągną się one automatycznie, albo będziesz musiał je znaleźć i wskazać instalatorowi. Standardowo znajdują się one np. w pakiecie Arduino, w katalogu drivers (FTDI USB). Po udanej instalacji powinieneś zobaczyć w menedżerze urządzeń nowy port COM – zapamiętaj jego numer, przyda się za chwilę.
Następny krok – tzw Host Software. Co to takiego ? Hmm… zacznijmy może od początku. Każdy RepRap potrzebuje trzy typy oprogramowania, żeby móc działać : Host Software, Firmware i Slicer.
Host Software – pakiet zainstalowany na komputerze pozwalający na sterowanie drukarką. Można za jego pomocą testować osie, rozgrzewać hot end i wysyłać do maszyny sekwencję g-kodów – czyli obliczoną wcześniej ścieżkę głowicy. Najpopularniejszym hostem jest obecnie Pronterface, część pakietu Printrun działającego pod Pythonem 2.7. Niektórzy używają też RepSnappera albo ReplicatorG, tudzieś trochę archaicznego oryginalnego RepRap Host, który generuje również gkody (strasznie powoli). Jest też komercyjny NetFabb for RepRap – do sterowania Ultimakerem i podobnymi drukarkami, z wbudowaną bardzo szybką funkcją generowania gkodów.
Firmware – oprogramowanie napisane specjalnie do sterowania elektroniką. Ładuje się je na chip za pomocą pakietu Arduino, interpretuje ono wszystkie wysłane z komputera instrukcje (g-kody właśnie) i przekłada je na konkretne ruchy/działania. Najpopularniejszy obecnie jest Sprinter, ale coraz większą popularność zdobywa też Marlin, który ma tzw ‘look-ahead’, co przekłada się na lepszą jakość druku. Poza tym używa się też TeaCup i inne pakiety.
Slicer – jedna z najważniejszych części ‘łańcucha’, jak nazwa wskazuje tnie model na ‘plasterki’ i przekłada to na sekwencje ruchów głowicy – zazwyczaj obwód/obwody (outlines) i wypełnienie (infill). Odpowiednie ustawienie prędkości druku, grubości warstwy i innych parametrów jest kluczowe do otrzymania dobrej jakości wydruku. Polecane slicery to Skeinforge (trochę skomplikowany, ale duża kontrola nad wszystkim), SFACT (zmodyfikowana wersja Skeinforga, prostsza w konfiguracji), RepSnapper (tak, to jest też host software – ma wbudowany bardzo szybki slicer, z jakością nie jest już tak dobrze) no i Slic3r (bardzo szybki, i dobra jakość – niestety jeszcze niedopracowany i ciągle w rozbudowie).
Po wyborze naszego hosta, ściągamy go z netu i instalujemy. RepSnapper jest tutaj, a Pronterface tutaj jako Printrun(to nazwa całego pakietu). RepSnappera wogóle nie trzeba instalować (odpalamy go po rozpakowaniu), niestety Printrun jest już trochę bardziej skomplikowany – trzeba zainstalować Pythona 2.7, a potem 4 różne dodatki, żeby móc go wogóle uruchomić (wszystko jest opisane w readme.txt).
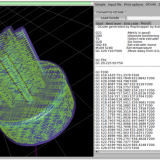
RepSnapper wygląda mniej więcej tak:

A Pronterface tak :

Na pierwszy rzut oka widać główną różnicę – RepSnapper pozwala nam na podejrzenie gkodów (ścieżki) w 3D, a Pronterface tylko w 2D. Na szczęście to drobiazg, a kontrolowanie jakości – sprawdzanie czy nie ma w ścieżce błędu – jest proste w obu programach. Nota bene – trzeba to robić z każdym printem, bo zdarza się, że gkody będą wygenerowane niepoprawnie. Lepiej znaleźć ten błąd na ekranie, niż zorientować się dopiero podczas druku.
Tak więc po podłączeniu drukarki kablem USB i zidentyfikowaniu portu COM, wpisujemy ten port do Hosta, wybieramy też prędkość połączenia (dla każdego firmware/elektroniki może to być inne, np Gen3 używa 19200 bps, a RAMPS i Sanguinololu 115200), i klikamy ‘Connect’. Po chwili powinniśmy zobaczyć komunikat o poprawnym podłączeniu.
Próbę połączenia można zazwyczaj robić z wyłączonym zasilaniem – bo elektronika i procesor są zasilane z kabla USB, a nie zasilacza. Przed włączeniem zasilania 12V upewniamy się :
- że kable są podłączone poprawnie
- że nie ma zwarć, wystających niezaizolowanych drutów itp
- że bieguny są podłączone poprawnie (!!!)
- że sterowniki silników (np Pololu) są włożone odpowiednio, a nie np odwrotnie – grozi to spaleniem drivera (w najlepszym wypadku), a w najgorszym zniszczeniem elektroniki i samego portu USB w komputerze. Na szczęście większość komputerów ma na to zabezpieczenia, i jeśli po włączeniu zasilania usłyszymy dźwięk odłączenia urządzenia USB (ding-dong w Win XP:-), to odrazu odłączamy zasilanie i sprawdzamy poprawność podłączeń.
- ustawiamy osie X, Y i Z mniej więcej w połowie zasięgu
Po odpaleniu zasilacza nie powinno nic się zmienić – możemy jedynie usłyszeć lekki stukot silników, którym naelektryzowały się cewki.
Pierwszy test : na host software przesuwamy oś X i Y o 1mm w lewo i w prawo. Obie powinny lekko poruszyć silnikami. Jeśli któraś z osi nie chce przesuwać się w ujemnym kierunku, to znaczy że endstop jest źle podłączony.
To samo robimy z osią Z – przesuwamy ją o 1mm w górę, a potem w dół. Jeśli zamiast się kręcić, silniki krótko buczą – to znaczy, że prędkość jest dużo za duża i gubią kroki. W host software można ustawić prędkość przesuwu osi, np ‘homing feedrate’ albo poprostu ‘feedrate’, bezpieczna wartość dla osi Z to np 40mm/minutę.
Testowanie endstopów : jedną rękę trzymamy przy przycisku odłączającym zasilanie ![]() , a drugą klikamy ‘Home X’, i obserwujemy oś – wózek X powinien pojechać w kierunku endstopa i się zatrzymać po jego dotknięciu. Jeśli oś jedzie w przeciwnym kierunku albo zachowuje się dziwnie, wyłączamy zasilanie i sprawdzamy wszystko jeszcze raz.
, a drugą klikamy ‘Home X’, i obserwujemy oś – wózek X powinien pojechać w kierunku endstopa i się zatrzymać po jego dotknięciu. Jeśli oś jedzie w przeciwnym kierunku albo zachowuje się dziwnie, wyłączamy zasilanie i sprawdzamy wszystko jeszcze raz.
Następnie klikamy np +10 mm na osi X i linijką mierzymy, czy rzeczywiście przesunęła się o 10mm. To samo robimy z resztą osi.
Kierunki osi można zmienic w firmware, tak samo sposób home’owania (zerowania), tam też można zmienić ilość kroków na mm, w przypadku niedokładności.
Na końcu testujemy hot end i ekstruder. Ustawiamy w host software temperaturę (230-240 stopni) i wysyłamy do maszyny. Po chwili odczyt na ekranie powinien zacząć się zmieniać, a po 2-3 minutach (albo dłużej) powinien osiągnąć żądaną temperaturę. Podobnie postępujemy z podgrzewaniem stołu (pamiętajmy o radiatorze na mosfecie – musi odprowadzać ciepło, inaczej mosfet może się stopić).
Po nagrzaniu ekstrudera klikamy przycisk ‘Extrude’ i sprawdzamy prędkość obrotu kółek zębatych. Jeśli wszystko jest mniej więcej ok, możemy zabrać się za wolumetryczną kalibrację. Jeśli koło się nie obraca, albo obraca się za wolno, albo słychać tylko lekkie buczenie – znaczy to , że ilość kroków na mm jest nieodpowiednia (albo sterownik silnika jest niesprawny).
Wolumetryczna kalibracja
(nie działa z gkodami wygenerowanymi w RepSnapperze – tzn można drukować RepSnapperem, ale gkody muszą być wygenerowane innym programem)
Dobry tutorial na ten temat napisał Josef Prusa na swoim blogu – link tutaj.
Ustawiamy ilość kroków na jakąś sensowną wartość (np na Sanguinololu z microsteppingiem 16x będzie to coś ok 600, na Gen3 około 35), i wpinamy do ekstrudera plastik. W host software wybieramy ilość ekstrudowanego plastiku – np 10mm i klikamy ‘Extrude’. Po wciągnięciu pewnej ilości do środka sprawdzamy też jak wygląda wypływ przez dyszę. Jeśli jest nierównomierny albo za słaby – dokręcamy śrubę dociskającą, bądź sprawdzamy rowki na ‘hobbed bolcie’ – muszą zapewniać odpowiednie wczepienie się w plastik i dobrą siłę tłoczenia (możemy sprawdzić ją przytrzymując plastik ręką).
Zaznaczamy na plastiku pisakiem małą kreskę i ustalamy jej pozycję. Klikamy ‘Extrude’ i obserwujemy jak plastik wypływa przez dyszę. Następnie mierzymy linijką rzeczywistą długość filamentu (plastiku) wciągniętego do ekstrudera.
Zakładając (przykładowo), że wciągnęło się 8mm (a nie 10), bierzemy naszą ilość kroków na mm, i mnożymy ją jak poniżej :
nowa ilość kroków na mm = stara ilość kroków * 10 / 8
Na przykład dla wartości początkowej 600 będzie to 600 * 10 / 8 = 750
tak obliczoną wartość wpisujemy do firmware’u i ładujemy ją na chip – albo zmieniamy to za pomocą g-kodu z linii komend. Można to zrobić tylko na niektórych firmware’ach, np Sprinterze :
M92 E750
ta instrukcja zmieni ilość kroków na osi E (ekstruder) na 750 na 1 mm.
Operację tą możemy powtórzyć kilka razy, zwiększając dokładność (zazwyczaj wystarcza 3-4). Po znalezieniu odpowiedniej wartości dla naszego ekstrudera, zmieniamy ją w firmware i ładujemy na chip, gdyż po resecie elektroniki przywrócona zostanie ta wcześniejsza (więcej o zmianach w firmware następnym razem).
Można to też ominąć wpisując tą wartość za każdym razem gdy zaczynamy drukowanie, ale może to być trochę uciążliwe.
Po tych wszystkich czynnościach powinniśmy mieć już działającą skalibrowaną drukarkę. Jeśli doszedłeś do tego momentu – brawo ! Jesteś gotowy do pierwszych wydruków ! ![]()
(o których napiszę w następnym tutorialu)
powodzenia!






Co do kalibracji to pomocny może być ten tutorial:
The video cannot be shown at the moment. Please try again later.
Rzeczywiście, konkretny… ale nie widziałem tam kalibracji ekstrudera (nie obejrzałem dokładnie, ale chyba nie było?) a to jednak trochę ważne.. mam nadzieję, że też gdzieś jest podobny tutorial. Chodzi mi o kalibrację wolumetryczną oczywiście, do SF 40+ i slic3ra.
Wiesz może jak zainstalować firmware Sanguinololu spod Windy? Albo przy pomocy programatora? Siedzę nad tym już 3-ci dzień i lipa.
Próbuję wgrać Sprintera z Arduino 0018 to ciągle wywala jakieś błędy.
pozdrawiam
Hej,
a masz bootloader na chipie ?
ja robię tak, że najpierw ładuję na ATmegę644P bootloader za pomocą avrdude i programatora. Potem otwieram środowisko Arduino i ładuję kod firmware’u, a potem kompiluję i uploaduję go na chip. Oczywiście środowisko Arduino musi mieć doinstalowany dodatek Sanguino – ściąga się go poprostu z sanguino.cc i wrzuca do katalogu hardware (to jest opisane na stronie sanguino). Po tej operacji można już programować płytkę z poziomu Arduino IDE.
Zdarzało mi się, że windows (firewall) blokował mi porty COM do programowania Atmegi, nie pamiętam już jak to ominąłem… niewiarygodne, ale się zdarzało.
powodzenia!
Hej
Jak coś to właśnie wypuściłem pierwsza wersje swojego hosta która ma wszystkie funkcje jakie planowałem. Czyli podglad 3d gcodu, virtualny stol w 3d z nawigacja mysza, integracja ze slic3rem, kalibrowanie osi x/y/z i pare innych. Do tego calosc po polsku/angielsku i z gotowym instalatorem, wiec nie trzeb anic mieszac z pythonem. Tutaj mozna zobaczyc soft w akcji
The video cannot be shown at the moment. Please try again later.
The video cannot be shown at the moment. Please try again later.
, a pobrać można tutaj http://3d-printers.pl/downloads/. Jest jeszcze w fazie beta, wiec moze byc niestabilny.
Pozdro
Mega stronka. Najlepszy tutorial z dziedziny drukowania. Mam nadzieję, że znajdę tu odpowiedź na kilka pytań na które odpowiedzi niestety tu brakuje.
Mianowicie:
1) W jaki sposób edytować firmware i jak sprawdzić co ta nasza elektronika ma w środku zapisane. Jak pozmieniać tam ustawienia, np długości osi, prędkości itp. Mam Ramps RUMBA.
2) Samo podłączenie elektroniki do USB nie powoduje wykrycia urządzeń w windows. Czy to normalne?
Witaj, właśnie także bawię się z tą elektroniką. Chętnie ci pomogę bo także miałem kilka problemów z nią. Daj znać: Email: Reiju4@gmail.com
Who higher to show off some of the 3D textual content potentialities than Steve Martin and Mark Spencer in this
latest edition of MacBreak Studio.
What’s up, after reading this awesome article i am also delighted to share my knowledge here with colleagues.
We still cannot quite believe I could become one of those reading
through the important points found on your site. My family and I are sincerely thankful for the generosity and for
giving me the opportunity to pursue our chosen profession path.
Appreciate your sharing the important information I managed to get from your web-site.
Undeniably believe that that you said. Your favourite reason appeared to be on the web
the simplest factor to take into account of. I say to you, I definitely get
irked even as folks think about worries that they plainly do not recognise about.
You managed to hit the nail upon the highest as well as defined
out the entire thing with no need side-effects , people could take
a signal. Will probably be again to get more. Thank you
Whoah this blog is excellent i love studying your posts. Keep up the great work!
You know, many persons are hunting round for this info, you can help them greatly.
Thanks for finally writing about > Slicery, Hosty i Firmware, czyli jak ożywić drukarkę
3D | Designfutures.pl < Loved it!