Powstały w 2005 roku projekt taniej, open source’owej drukarki 3d pod nazwą RepRap szybko zdobył olbrzymią popularność. Od tego czasu RepRap jest używany oraz stale rozwijany i ulepszany przez tysiące entuzjastów na świecie, a o tym jak samemu zbudować w domu jedno z ostatnich jego wcieleń: znakomity model Mendel Prusa, już pisaliśmy na tym blogu.
Ale nie tylko RepRapem żyje obecnie świat domowego druku 3d. Jak grzyby po deszczu pojawiają się kolejne mutacje drukarek zainspirowanych swoim dostojnym przodkiem. Część projektów podtrzymuje tradycję open source, część stała się produktami komercyjnymi (przykładem prężnej firmy jest np. MakerBot), a niektóre idą ścieżką pośrednią (jak na przykład posiadany przeze mnie Ultimaker).
W poprzednich tutorialach omówiłem podstawy budowy głównych mechanicznych elementów RepRapa – ramy, osi X, Y i Z oraz podgrzewanego stołu. Dzisiaj zajmiemy się najważniejszym elementem – czyli ekstruderem.
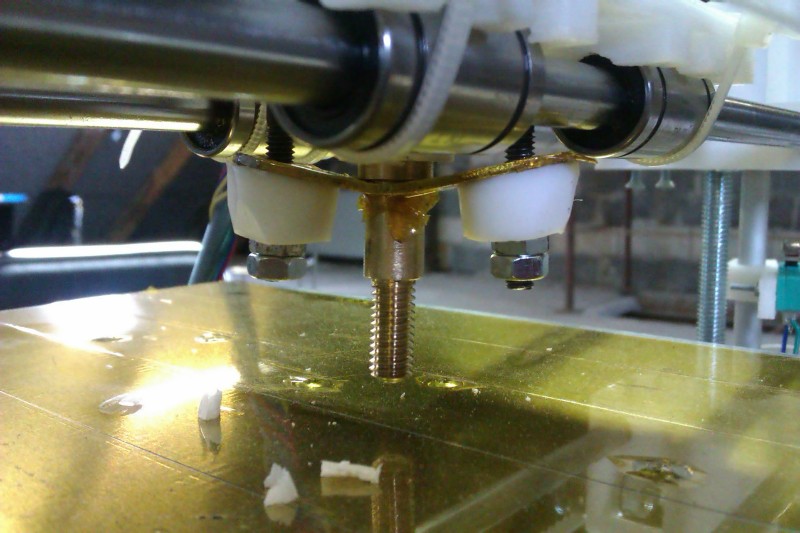
Nie owijając za bardzo w bawełnę, na poniższym video pokazane jest działanie ekstrudera podczas druku. Można z bliska zaobserwować obracanie się tzw. ‘hobbed bolta’, który wpycha plastik do komory topiącej, oraz samą głowicę grzejną zasilaną rezystorem mocy ( o tym później ). Widać też spód stołu do druku oraz samą elektronikę (w wersji Sanguinololu) z podłączonymi pięcioma silnikami, grzałkami, dwoma termistorami, i trzema endstopami :
Poniżej pokazane są wszystkie podstawowe części do budowy ekstrudera (prezentuję tutaj zmodyfikowaną wersję ekstrudera Wade’a – zaprojektowaną przez Grega Frosta).
Potrzebne są:
- plastikowe części (link tutaj, wersja z otworem na 16mm – pasuje do większości znanych hot-endów, takich jak np J-head nozzle)
- 3 łożyska 608ZZ (takie jak do deskorolek)
- hobbed bolt – czyli śruba M8 50mm z wyżłobionym rowkiem, który potem jest potraktowany gwintownicą – tak, żeby miał poprzeczne zagłębienia, które wbiją się w plastik i nie będą się po nim ślizgać. Video tutaj i tutaj.
- elementy głowicy, czyli blok grzejny, głowica i bariera termalna z teflonu (PTFE). Dokładne instrukcje i rysunki są tu.
- silnik krokowy, najlepiej jeśli jest taki sam jak silniki do sterowania osiami, czyli NEMA17, trzpień 5mm, krok 1.8stopnia, moment obrotowy ok 20 Ncm lub więcej.
Oczywiście przyda się też kilka śrubek, no i konkretna sprężyna (lub dwie, a w przypadku tradycyjnej wersji Wade’a – aż 4).
Najlepiej montaż zacząć od głowicy – czyli nakręcenia mosiężnego elementu na teflonowy walec. Zanim to zrobimy, warto owinąć teflonowy gwint kilkoma warstwami teflonowej taśmy uszczelniającej (takiej jak do rur wodociągowych) – zapobiegnie to wyciekom plastiku. Potem przymierzamy teflonową część do głównego plastikowego bloku ekstrudera – jeśli okrągły otwór jest za mały, można trochę zmniejszyć średnicę teflonu nożykiem.
Mocowanie samej głowicy powinno opierać się na dwóch śrubach M4 wpuszczonych w blok ekstrudera od góry – tak jak na poniższym obrazku (czarny kolor). Powinny one powstrzymywać głowicę od wysunięcia się w dół pod naporem tłoczonego plastiku. Wbrew pozorom, są to bardzo duże siły – dlatego warto zrobić to solidnie.
Pojawia się tutaj przy okazji drugie wyzwanie – głowica nagrzewa się do 240-260 stopni, więc trzeba zabezpieczyć śruby przed przenoszeniem tej temperatury na plastikowe elementy. Jak to zrobić ? Zazwyczaj stosuje się poprzeczny element podtrzymujący zrobiony z materiału PEEK , gdyż jest on odporny na temperaturę i zarazem bardzo sztywny. Ja z braku takiej opcji zastosowałem blaszkę – ale zaizolowałem wszystko dużą ilością taśmy Kapton oraz podkładkami z teflonu.
(uwaga : pomysł z blaszką nie jest zalecany, dużo lepiej sprawdza się PEEK )
Generalnie sposobów na zbudowanie głowicy jest kilka, i może to być coś zupełnie innego, niż powyżej – zasada jest prosta : głowica ma za zadanie podgrzać plastik do 240 stopni (lub więcej) , utrzymać tą temperaturę i umożliwić mu wypłynięcie przez otwór. Strefa topienia (melt zone) powinna być mozliwie jak najkrótsza – najlepiej przy samym końcu głowicy.
- rezystor grzejny powinien mieć ok 6.8Ohma oporu i 3-5W mocy. Zdarza się jednak, że kupiony rezystor okaże się trochę inny (po pomiarze miernikiem niektóre mogą nawet mieć 7.5Ohma) – ma wtedy mniej mocy grzejnej. Jeśli do tego jest np. luźno zamontowany, to głowica nie będzie się grzała odpowiednio. Widać to od razu na odczytach temperatury, np ustawimy 260 stopni, a ona oscyluje wokół 240… efektem jest to, że plastik trudniej jest wypchnąć przez głowicę (czyli trzeba użyć większy moment obrotowy), a to czasem powoduje ‘wrzynanie’ się ząbków śruby napędzającej w plastik. W skrajnych przypadkach śruba może wyżłobić w plastiku ‘dołek’ i stanie on w miejscu, mimo tego, że ekstruder pracuje. Innym efektem za niskiej temperatury jest to, że warstwy plastiku sklejają się gorzej – i łatwiej potem złamać wydrukowaną część, oraz słabsze przyklejanie (adhezja) do stołu grzejnego.
Jak temu zaradzić ? Kupić odpowiedni rezystor (np taki jak tutaj), oraz dobrze osadzić go w bloku grzejnym (np owinąć cienką blaszką jak na fotografii powyżej, a szczeliny wypełnić pastą termalną do procesorów).
- kształt końcówki głowicy (nozzle). Najlepszy to taki, który przypomina literę V. Spotkałem się z głowicami, które są w kształcie litery U, ale w moim przypadku powodowały one to, że plastik częściej odklejał się od stołu. Podejrzewam, że była to kwestia zahaczania głowicy o ułożoną już warstwę – po zamianie głowicy na bardziej zaostrzoną, problem zniknął.
- temperatura : często blok grzejny (lub inny mechanizm, np nawinięty drut oporowy) znajdują się dość wysoko i daleko od otworu wylotowego ekstrudera. Do tego termistor też jest oddalony od samej grzałki. Powoduje to to, że odczyt jest zafałszowany – np w programie pokazuje się 240 stopni, a końcówka wylotowa ma tylko 220. Trzeba brać na to poprawkę, i albo umieścić termistor przy końcówce (nie zawsze jest to możliwe), albo używać zawyżonej temperatury.
Jak poznać, że temperatura jest nieodpowiednia ? Jeśli jest za niska, to plastik ma trudności z wypływem ( na wydrukowanej warstwie są miejsca bez plastiku, albo z bardzo cienkimi liniami wypełnień). Jeśli jest za wysoka, słychać odgłosy strzelania (trochę jak drewno w kominku), i barwa jest zazwyczaj nieco ciemniejsza – np. biały ABS może przybrać kolor żółty.
Zalecana temperatura (realna) do drukowania z plastikiem ABS to 230-240 stopni, a z PLA to 170-190.
———————————————
Kalibracja
Aby ekstruder spełniał swoje zadanie na najwyższym poziomie, musi być skalibrowany (trzeba ustalić liczbę kroków silnika na mm plastikowego kabla). Więcej na temat kalibracji wolumetrycznej na blogu Josefa Prusy :
Powyższy sposób nadaje się do drukowania ze Skeinforge 40 i nowszym. Generalnie najbardziej zaawansowanym i najprostszym w obsłudze programem do drukowania jest w tej chwili pakiet Printrun, połączony ze zmodyfikowanym Skeinforge’m (SFACT).
Dla starszego oprogramowania (RepRap Host, ReplicatorG, Skeinforge 39 i wcześniejsze) ustala się ilość kroków na mm, ale nie samego kabla (filamentu), tylko ekstrudatu – czyli wyciśniętego plastiku.
Dla przykładu : przy starej metodzie używam 1.8kroku na mm, przy nowej – 37.5. Wartości te trzeba pomnożyć przez wartość microsteppingu (np 16), jeśli jest używany.
Więcej o sposobach drukowania, ustawieniach elektroniki oraz oprogramowaniu w następnym odcinku
Po krótkim wstępie o tym jak zbudować ramę i podstawowe elementy drukarki, przejdziemy w niniejszym tutorialu do tematu stołu do druku oraz zamontowania osi X wraz z ekstruderem.
Stół do drukowania (heated bed) jest to płaski prostokątny element, np z aluminium, który jeździ po osi Y (w przód i w tył, patrząc od przodu drukarki). W większości przypadków ma zamontowane podgrzewanie – służy ono temu, żeby plastik lepiej przyklejał się do jego powierzchni, a także – co jest bardzo ważne – nie podkurczał się pod wpływem nierównomiernego schładzania kolejnych warstw. Aby dobrze się przyklejał, trzeba pokryć jego powierzchnię taśmą Kapton (dostępna na allegro) – jest ona odporna na wysoką temperaturę i można jej używać wielokrotnie.
Arkusze aluminium takie jak na zdjęciu poniżej (5mm grubości) można kupić na allegro – więcej szczegółów w zakładce ‘RepRap – lista części‘.
Możliwe jest też drukowanie bez grzania – ale w praktyce sprawdza się to tylko przy niewielkich (2×2 cm) częściach – większe niestety już się odkształcają (szczególnie widoczne jest to przy plastiku ABS, przy PLA trochę mniej).
Istnieje tak naprawdę wiele sposobów podgrzewania powierzchni drukującej. Najłatwiej jest kupić drut/taśmę grzejną Kanthal (można dostać w niektórych sklepach elektrycznych/elektronicznych), przykleić ją od spodu tak, aby opór całkowity wynosił 1.1-1.2 Ohma, i podłączyć do 12V. To wystarcza do osiągnięcia temperatury 100stopni – pod warunkiem, że nasz zasilacz da radę pociągnąć 10-11 Amperów (wzór na ilość ciągniętego prądu to napięcie podzielone przez opór V/R ).
(uwaga – na tym zdjęciu drut jest założony nieprawidłowo – opór był tu zdecydowanie za duży. Przy oporze np. 3,5 Ohma na 1m drutu, trzeba zastosować 3 kawałki połączone równolegle. 3 odcinki po ok 3Ohmy dadzą wtedy ok 1Ohma oporu – czyli tyle ile potrzebujemy). Najlepiej narysować sobie ‘trasę’ drutu/taśmy na papierze, a dopiero potem ułożyć go na płycie. Oczywiście powinien być on zaizolowany z dwóch stron – nie może dotykać aluminium!
Przy testowaniu stołu należy bardzo uważać – i tak wogóle przy jego eksploatacji również – jeśli opór będzie za mały (poniżej 1Ohma), to przy napięciu 12V ilość ‘ciągniętych’ Amperów z zasilacza będzie tak duża, że zaczną topić się kable (!). Nie polecam używania stołu na więcej niż 12-13 amperach, a w ramach zabezpieczenia należy używać bardzo grubych kabli.
Drugim sposobem jest przykręcenie od spodu tzw. rezystorów mocy. Można je ułożyć w taki sposób, żeby opór wynosił właśnie ok 1-1.2 ohma. Powyżej 6 rezystorów 1.5 Ohma połączonych w serię 3 x 3Ohmy (po zmierzeniu okazało się, że opór to prawie 1.2 ohma, a nie 1 – ale takie niedokładności się zdarzają).
Powyższa metoda jest dość prosta i minimalistyczna – ale wymaga wywiercenia otworów w aluminium – i to tak, żeby główki śrubek schowały się pod jego powierzchnią (stół musi być równy).
Trzecia wersja, dość popularna, to grzałka zrobiona z płytki drukowanej (PCB). Kosztuje trochę więcej, ale jest dość prosta w obsłudze i montażu. Niestety trzeba zamontować ją na czymś innym (np kwadracie ze sklejki) a na nią położyć np. kawałek szyby – inaczej trudno wymusić ‘płaskość’ powierzchni. Od spodu ma nadrukowane ścieżki, które dają ok 1.3 Ohma oporu. Płytka jest opensource’owa, i można ją wykonać samemu – pliki i opis są tutaj:
Bardzo fajnie opisane instrukcje budowy heated beda, i całej drukarki są na blogu Richrap (ciekawe użycie kuchennych folii i teflonowych siatek)
Powyżej widać jak można zamontować stół do ‘wózka’ osi Y . Pomiędzy aluminium, a pleksą znajdują się 4 mocne sprężyny, przez które przechodzą śruby. To powoduje, że bardzo prosto można potem wypoziomować stół, zwyczajnie kręcąc śrubokrętem którąś z nich. Warto umieścić je w aluminium tak, aby łebki nie wystawały na zewnątrz (nie chcemy, żeby głowica ekstrudera o nie zahaczała).
Po podłączeniu stołu do 12V (można to zrobić bez żadnej elektroniki, wykorzystując tylko zasilacz ATX) czekamy ok 5-10 minut, i sprawdzamy temperaturę. Jeśli nie mamy termometru na podczerwień, można użyć elektroniki do RepRapa i termistora. Jeśli nie mamy nic do mierzenia – możemy spróbować dotknąć go palcem. Jeśli nas oparzy, znaczy to, że temperatura jest już sporo powyżej 70 stopni
(ale nie polecam tego sposobu!)
Uwaga : podłączając stół do zasilania, należy użyć dwóch lub trzech kabli na + oraz – . Najlepiej poobcinać wtyczki Molex (takie jak do twardego dysku) i złączyć ze sobą 3 kable żółte(+) i 3 czarne(-). To daje nam gwarancję, że nic się nie stopi.
Ostrzeżenie 1 : za każdym razem, gdy masz do czynienia ze źródłami prądu, miej świadomość, że istnieje niebezpieczeństwo porażenia ! Portal designfutures.pl nie ponosi odpowiedzialności za nieumiejętne obchodzenie się z elektrycznością !
Ostrzeżenie 2 : niewłaściwe podłączenie kabli do zasilania stołu (zbyt cienkich) i pozostawienie drukarki 3D bez opieki, może spowodować pożar ! Zadbaj koniecznie o odpowiednie warunki bezpieczeństwa oraz czujnik dymu! Nie stawiaj drukarki na dywanie lub w pobliżu łatwopalnych przedmiotów/cieczy !
(zdarzyło mi się już raz obserwować jak kabel na 12V do grzałki do stołu spalił się na moich oczach – od tamtej pory zawsze podłączam zasilanie dwoma/trzema kablami)
Po pierwszych testach, możemy podłączyć stół do elektroniki. Nie jest to konieczne (w moim reprapie z elektroniką trzeciej generacji stół działa zupełnie niezależnie), ale w nowszych typach sprzętu, np Sanguinololu (powyżej) można sterować grzaniem automatycznie za pomocą wbudowanego termostatu. Na pierwszym planie widać Mosfet (tranzystor dużej mocy), który steruje grzałką. Za nim, po prawej podłączenie zasilania do płytki – podwójnymi kablami.
Niżej, podłączone czerwoną wtyczką zasilanie stołu. Wtyczka ma 4 wejścia – ale wykorzystuje po dwa na każdy biegun, aby opór kabla był mniejszy. Używając takiej ‘lichej’ wtyczki najlepiej kable przylutować dużą ilością cyny dla zwiększenia przewodności. Na mosfecie widać przykręcony radiator – bardzo ważna rzecz, gdyż tranzystor może nagrzać się do 100stopni (!) i stopić się.
(jeśli sterujemy stołem za pomocą elektroniki, potrzebujemy też dodatkowego termistora. Powyżej termistor zamontowany od spodu aluminiowej płyty w nawierconym otworze 2mm, zaklejony pastą termalną – taką jak do procesorów).
—————————————————
Po zamontowaniu i przetestowaniu stołu, możemy zabrać się za montaż osi X.
Powyżej widać jak wygląda to w przypadku użycia łożysk liniowych LM8UU (polecam). Duże białe części na końcach osi X to uchwyt silnika (po lewej) i uchwyt łożyska na pasek zębaty (po prawej). Części te zintegrowane są z prowadnicami osi Z (po dwa łożyska liniowe po zewnętrznych stronach) i napędem – dwoma nakrętkami M8 schowanymi w środku. Pręt gwintowany napędzany silnikami u góry przesuwa je w pionie podczas obracania.
Warto przy tej okazji wspomnieć o specyficznym elemencie – tzw. ‘couplerze’, czyli elastycznym połączeniu trzpienia silnika z prętem gwintowanym. Standardowo wygląda to tak :
Istnieje jednak trochę lepsza opcja, zaprojektowana przez Grega Frosta :
Trik polega tutaj na tym, że przez użycie trzech regulowanych śrubek możemy ustawić pręt dokładnie w osi silnika – co jest czasem problemem w przypadku standardowego połączenia. Pliki do wydrukowania tej modyfikacji sa na thingiverse.
W następnym odcinku dokończymy oś X (zamontowanie wózka i paska zębatego) oraz zaczniemy budować ekstruder. Yay!
Jako, że zainteresowanie tanim drukowaniem 3D w Polsce rośnie, zdecydowałem się opublikować mały tutorial pokazujący krok po kroku budowę drukarki RepRap Mendel w wersji Prusa. Publikowałem już podobny tutorial w przeszłości, dotyczący klasycznego ‘Mendla’ (drukarka działa już na Wydziale Architektury Politechniki Wrocławskiej), ale zamiast kontynuować go, postanowiłem stworzyć nowy, opisujący Prusę.
Dlaczego ? Otóż Prusa (nazwana od nazwiska projektanta, czeskiego inżyniera i DJa jest obecnie najprostszą, najtańszą i zarazem najbardziej niezawodną (!) wersją drukarki. Szczerze mówiąc mam wrażenie, że w tym stanie rzeczy budowanie klasycznego Mendla jest poprostu stratą czasu i pieniędzy Wersja Prusa jest poprostu najmniej skomplikowana, a jak wiadomo – proste jest piękne!
Ok, no więc – jak zacząć ? Po pierwsze powinniśmy wejść na stronę http://reprap.org/wiki/Prusa_Mendel i zapoznać się z instrukcjami. Najciekawsze w projektach tego typu (tzn. open-source, lub też open-hardware), jest to, że projekt ewoluuje z czasem. Implikacje są daleko idące, i poprostu – niesamowite : drukarka jako urządzenie/produkt zmienia się i uaktualnia/polepsza z miesiąca na miesiąc, wspólnym wysiłkiem całej społeczności RepRaperów Tak więc oprócz wprowadzenia w temat budowy wersji oficjalnej, czyli tej opublikowanej na stronie reprap.org, opowiem też o najnowszych modyfikacjach, a szczególnie o plastikowych częściach które wyglądają dziś już trochę inaczej niż w pierwowzorze.
Podsumowując, zbudujemy wersję Prusa według klasycznego projektu, ale z modyfikacjami :
- przede wszystkim całość poruszać się będzie na łożyskach liniowych – LM8UU (dostępnych na allegro za kilka złotych). Dzięki temu elementy chodzą bardzo gładko, prawie bez oporów i wszystko jest dużo bardziej precyzyjne.
- części plastikowe mające kontakt z prowadnicami będą przystosowane do powyższych łożysk – chodzi tutaj o oś X (wózek z ekstruderem), oś Y (wózek ze stołem do druku) oraz oś Z (połączenie osi X z pionowymi prowadnicami).
- ekstruder – od długiego czasu niepodzielnie króluje w świecie RepRap ekstruder w wersji Wade’a , i tą właśnie wersję zbudujemy – tyle tylko, że nie w klasycznej odmianie, a w pod-wersji Grega Frosta (będzie o tym osobny artykuł). Na szczęście dokumentacja na sieci jest dość bogata, także nie powinniśmy mieć problemów z jego złożeniem.
———————-
Pierwszy krok : wizyta w sklepie metalowym. Potrzebujemy 6-7 prętów gwintowanych o średnicy 8mm. Przycinamy je do długości :
370mm (6 sztuk)
294mm (4 sztuki)
210mm (2 sztuki)
440mm (3 sztuki)
Potrzebujemy też gładkie pręty jako prowadnice do łożysk. Tutaj pojawia się problem – jeśli kupimy te z np. Castoramy (8mm), będziemy mieli problem z nałożeniem na nie łożysk liniowych, ponieważ różnią się trochę średnicą. Można to zrobić trochę na siłę, ale trzeba uważać, żeby z łożysk nie powypadały kulki… można ominąć to na dwa sposoby : kupując rurki aluminiowe zamiast prętów – mają mniejszą średnicę (o ok 0.1-0.2mm), ale są mniej sztywne. Polecam, ale tylko do osi Z. Drugim rozwiązaniem jest kupienie prętów ze stali hartowanej (także na allegro, koszt 20zł / pół metra) – jest to najlepsza opcja – łożyska chodzą bardzo gładko, a pręty są idealnie proste i wytrzymałe.
Poniżej fotografie z budowy mojej drukarki, w wersji lekko powiększonej (wszystkie pręty gwintowane są o 4cm dłuższe).
Skończona rama. U góry widać dwa mocowania silników do osi Z.
Wózek do zamontowania stołu grzejnego - oś Y. Płyta wózka jest zrobiona z pleksy 5mm, ale może to być np. sklejka.
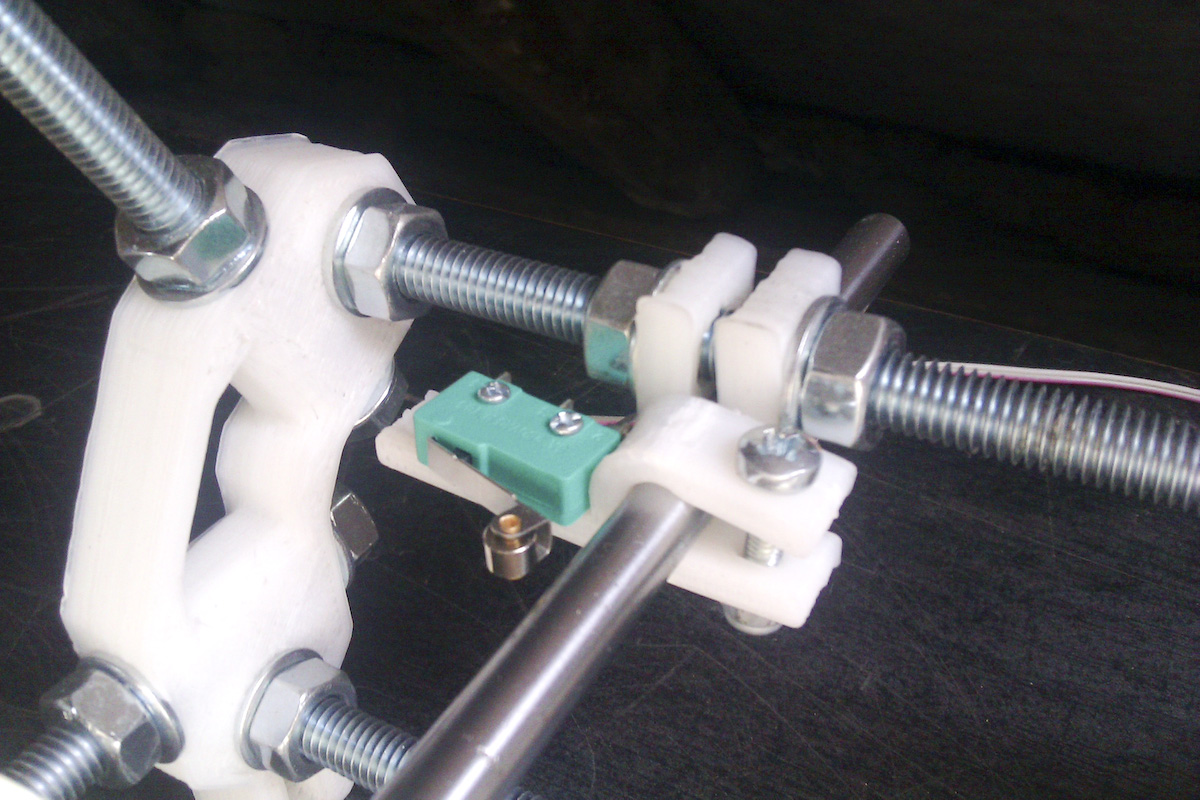
Sposób mocowania mechanicznego endstopa (oś Y). Wózek przyciska włącznik gdy pojedzie za blisko końca prowadnicy.
'Frame vertex' , czyli mocowanie rogów ramy
Mocowanie silnika do osi Y
Aby maksymalnie ułatwić sobie montowanie ramy, dobrze jest uciąć sobie dwa pręty na długość dokładnie 234mm i 290mm – aby przykładać je przy regulacji zamiast linijki – znacznie usprawnia to pracę. Warto jest zachować precyzję (poniżej 0.5mm).
Po włożeniu dwóch prowadnic do osi Y (powyżej), najlepiej już razem z czterema łożyskami liniowymi, przykręcamy plastikowe uchwyty śrubami w odpowiednich miejscach (te w kształcie litery U), a potem kładziemy na obu prowadnicach kwadratową szybę, lub coś, co jest idealnie płaskie. Ma to na celu sprawdzenie, czy prowadnice są dobrze wypoziomowane. Jeśli popukamy lekko w rogi takiej szyby i usłyszymy drgania, oznacza to, że musimy jeszcze je podregulować.
Odległość między prętami musi być stała – inaczej wózek będzie chodził ciężko ! Po zamontowaniu paska transmisyjnego i przykręceniu go do wózka, poruszajmy nim trochę ręką – powinien chodzić w miarę lekko, bez dużych oporów. Jeśli są jakieś problemy (np pasek ociera się o podkładki przy łożyskach 608zz), można użyć trochę oleju maszynowego, to pomaga odrazu.
W kolejnym odcinku zamontujemy oś X oraz stół grzejny, a w jeszcze następnym – ekstruder i elektronikę. Komentarze mile widziane !
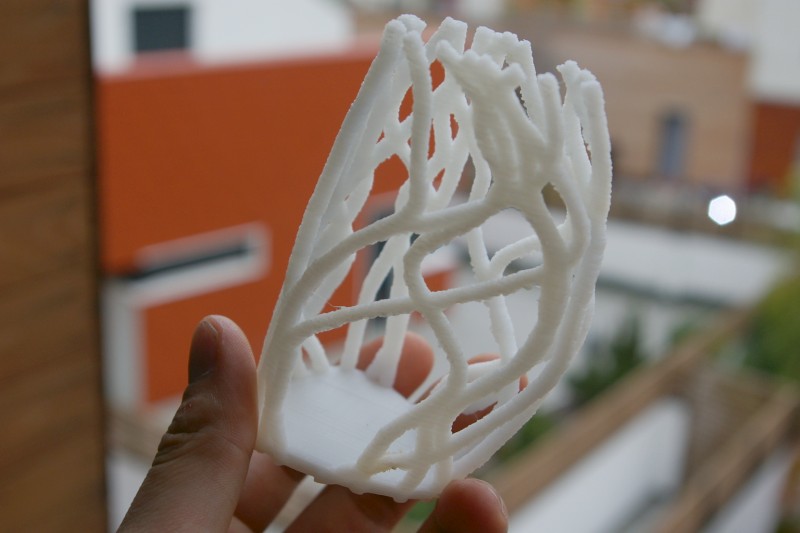
Spotkałem się ostatnio z opiniami, że na drukarkach typu FDM, takich jak RepRap nie można drukować organicznych kształtów. Aby przetestować możliwości drukarki w tym zakresie, zaprojektowałem więc organiczny model lampy, używając Generative Components. Video poniżej :
Oto zaś zdjęcia mniejszej wersji lampy :
Wkrótce więcej na temat techniki projektowej oraz zamiany modelu na plik STL a potem na ścieżkę głowicy (g-code).


 Powstały w 2005 roku projekt taniej, open source’owej drukarki 3d pod nazwą RepRap szybko zdobył olbrzymią popularność. Od tego czasu RepRap jest używany oraz stale rozwijany i ulepszany przez tysiące entuzjastów na świecie, a o tym jak samemu zbudować w domu jedno z ostatnich jego wcieleń: znakomity model Mendel Prusa, już pisaliśmy na tym blogu.
Powstały w 2005 roku projekt taniej, open source’owej drukarki 3d pod nazwą RepRap szybko zdobył olbrzymią popularność. Od tego czasu RepRap jest używany oraz stale rozwijany i ulepszany przez tysiące entuzjastów na świecie, a o tym jak samemu zbudować w domu jedno z ostatnich jego wcieleń: znakomity model Mendel Prusa, już pisaliśmy na tym blogu.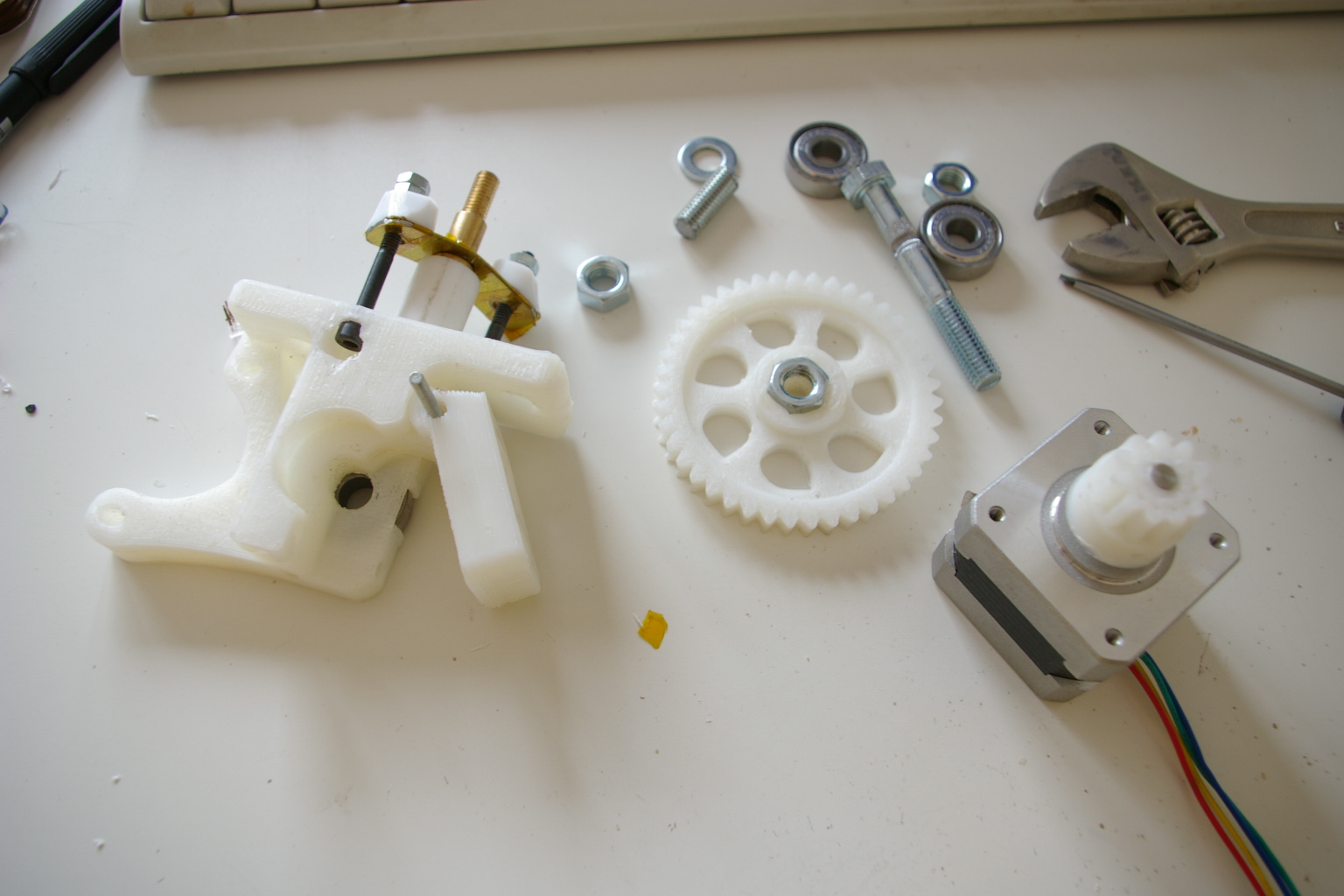




























Ostatnie komentarze